को अप्टिकल पास मर्मत अनुपातधातु halide माछा मार्ने बत्तीधातु halide माछा मार्ने बत्ती को महत्वपूर्ण प्राविधिक संकेतक मध्ये एक हो।चीनमा धातु halide माछा मार्ने बत्तीहरूको बढ्दो माग र प्राविधिक स्तरको निरन्तर सुधारको साथ, धातु halide माछा मार्ने बत्तीहरूको अप्टिकल पास मर्मतसम्भार अनुपात अधिक र अधिक महत्त्वपूर्ण हुँदै गइरहेको छ।यस पेपरले यसको गहन विश्लेषण र अनुसन्धानको संयन्त्र र अभ्यासमा केन्द्रित छ।
एक धातु halide माछा मार्ने प्रकाश पास को मर्मत विश्लेषण
धातु halide भर्ने श्रृंखला, फरक शक्ति, धातु halide बत्ती को संरचना को विभिन्न डिजाइन अप्टिक कायम दर वक्र फरक छ, जस्तै धेरै धातु halide बत्ती माछा मार्ने बत्ती प्रज्वलन को शुरुवात मा (दुई सय घण्टा) को एक जोडी। घन्टा एक ︿ प्रवाह गिरावट छिटो, उज्यालो फ्लक्स गिरावट अझ सहज छ प्रकाश जारी राख्नुहोस्।यद्यपि, त्यहाँ विभिन्न लाइट-पास मर्मत कर्भका साथ केही मेटल ह्यालाइड फिशिंग बत्तीहरू पनि छन्, र प्रारम्भिक इग्निशन बिन्दुमा प्रकाश प्रवाहको गिरावट दर मूल रूपमा पछिको इग्निशन पोइन्टमा जस्तै हुन्छ।माथिका भिन्नताहरू मुख्यतया इग्निशन बिन्दुको प्रारम्भिक र ढिलो अवधिमा प्रकाश प्रवाहको कमीको लागि समान तर फरक कारणहरूका कारण हुन्।मेटल ह्यालाइड बत्तीहरूको इग्निशन बिन्दुमा प्रकाश प्रवाह घट्नुको कारणहरू थप विश्लेषण गर्न, बत्तीको प्रारम्भिक र ढिलो जलाउने बिन्दुमा प्रकाश क्षयको संयन्त्रको विश्लेषण गर्न आवश्यक छ, ताकि प्रकाश पास मर्मतलाई प्रभावकारी रूपमा सुधार गर्न सकिन्छ। बत्तीको दर।

पहिलो, प्रारम्भिक इग्निशन बिन्दुमा फ्लक्स गिरावट को संयन्त्र विश्लेषण गरिन्छ।उदाहरण को लागी, एक निश्चित को चाप ट्यूबधातु halide माछा मार्ने बत्तीसमावेश: क्वार्ट्ज बबल खोल र इलेक्ट्रोड को आकार र आकार;इलेक्ट्रोड विस्तार लम्बाइ;चिसो अन्त तापमान (इन्सुलेशन कोटिंग आकार र कोटिंग मोटाई सहित);भरिएको सुनको हलोजन चक्की र इनपुट आर्क पावरको अनुपात र खुराक निर्धारण गरिसकेपछि, अप्टिकल ट्रान्समिटेन्सको परिवर्तन मूलतः निम्नद्वारा निर्धारण गरिन्छ: 1. क्वार्ट्ज बबल शेलको अप्टिकल ट्रान्समिटेन्सको परिवर्तन।2. इलेक्ट्रोड उत्सर्जन कार्यसम्पादनमा परिवर्तनहरू (क्याथोड सम्भावित ड्रप सहित)।3. धातु ह्यालाइड बत्तीहरूको आर्क ट्युबहरूमा प्रकाश तत्वहरू (Na, Sc, Dy, Hg-, आदि) को परमाणु एकाग्रता र आणविक वितरणमा परिवर्तनहरू।
मा कुल परमाणु विकिरण तीव्रता देखिपानीमुनि धातु halide माछा मार्ने बत्तीआर्क ट्यूब उत्तेजित परमाणुहरूको एकाग्रतामा निर्भर गर्दछ, यसको अभिव्यक्ति निम्नानुसार छ:
N¿=No(gk/g,)exp-(eVk/kT)·
जहाँ N0 विभिन्न चमकदार तत्वहरूको परमाणु एकाग्रता हो।Vk विभिन्न luminescent तत्वहरूको उत्तेजना सम्भावित ऊर्जा हो।T तापमान हो जहाँ प्रत्येक तत्वको परमाणुहरू छन्।धातु ह्यालाइड बत्ती इग्निशन बिन्दुमा हुँदा आर्क ट्यूबमा विभिन्न बिन्दुहरूमा ठूलो तापमान भिन्नता भएको हुनाले, चित्र 1 ले 2000w मेटल ह्यालाइड फिशिङ ल्याम्पको आर्क ट्यूबको आइसोथर्मल वक्र रेखाचित्र देखाउँछ।
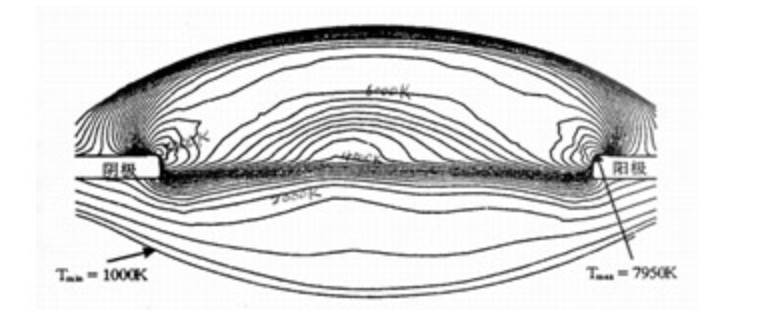
चित्र 1. को प्लाज्मा तापमान प्रोफाइल2000w धातु halide माछा मार्ने बत्ती।इलेक्ट्रोड दूरी 4.2mm छ र isotherm दूरी 250K छ
माथिको समीकरणबाट यो देख्न सकिन्छ कि एउटै संख्यामा उज्यालो तत्वको एटमहरू फरक-फरक आइसोथर्म क्षेत्रहरूमा फरक प्रकाशको तीव्रता हुन्छन्।NaI, ScI3 र अन्य धातु ह्यालाइड अणुहरूको संतृप्त वाष्प दबाव अवस्थाको एकाग्रता चाप ट्यूबको चिसो अन्तको तापक्रम, चिसो छेउको नजिक क्वार्ट्ज ट्यूब पर्खालमा जोडिएको तरल धातु ह्यालाइड सतह क्षेत्र (धातुद्वारा निर्धारण गरिएको) द्वारा निर्धारण गरिन्छ। halide भरिने मात्रा, चिसो अन्त सतह को आकार र अवस्था) र तरल धातु halide सतह मार्फत प्रवाह वेग।यो देख्न सकिन्छ कि चापको चिसो अन्तले परमाणु एकाग्रता र वितरण अवस्थालाई धेरै असर गर्नेछ, अवश्य पनि, धातु halide बत्तीको luminescence तीव्रतालाई असर गर्नेछ।इग्निशन पोइन्टमा मेटल ह्यालाइड फिशिङ ल्याम्पको चिसो छेउमा तरल चरणको धातु हलाइड वितरणलाई ध्यानपूर्वक अवलोकन गर्न गाह्रो छैन।यो पत्ता लगाउन गाह्रो छैन कि धातु हलाइड बत्तीको चिसो छेउमा तरल चरणको धातु हलाइड वितरण प्रारम्भिक घण्टामा इग्निशन बिन्दुको दशौं घण्टामा धेरै परिवर्तन हुन्छ (विशेष गरी Sc-Na श्रृंखलाको धातु हलाइड बत्ती)।तसर्थ, आर्क ट्यूबमा परमाणु एकाग्रता वितरण धेरै परिवर्तन हुन्छ, जुन धातु हलाइड बत्तीको ठूलो प्रारम्भिक प्रकाश क्षयको मुख्य कारणहरू मध्ये एक हो।
पोस्ट समय: जुन-19-2023